新闻动态
了解并及时掌握热塑性复合材料制造领域


了解并及时掌握热塑性复合材料制造领域
激光辅助热塑性复合材料自动铺放(LATP-AFP)技术
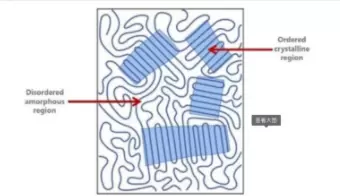
短纤复合材料的纤维长度远小于零件尺度,通常注塑或模压成型,取向很难控制。长纤复合材料的纤维足够长,不少纤维能横跨零件相当一部分尺寸,取向问题仍然存在,但可调性稍好。连续纤维复合材料的纤维沿着承载路径贯穿始终,取向由铺层决定。这三类材料,取向都是性能的核心。不过在深入取向之前,得先把临界长度这个概念讲透。所谓临界长度,就是基体能把纤维拉到自身强度所需的最短长度。
临界长度l_c,就是复合材料承载时,纤维刚好能达到破坏应力的最短长度。它由纤维强度和界面承载能力的平衡决定:
l_c = (σ_f · d) / (2τ)
这里,σ_f是纤维强度,d是纤维直径,τ是界面剪切强度(实际极限受基体剪切强度约束)。也就是说:纤维越强、越粗,或者界面越弱,临界长度就越长;界面越强、纤维越细,临界长度就越短。
3⃣️典型数值:碳纤维在环氧和热塑性塑料里
碳纤维配环氧,粘接良好时,界面剪切强度大约40–70 MPa,纤维直径约7微米,拉伸强度3000–5000 MPa,算下来临界长度大概0.1–0.5毫米。碳纤维配热塑性基体(比如PA、PEEK、PP),粘接性通常差一些,界面剪切强度可能只有20–40 MPa甚至更低,临界长度往往在0.3–1毫米以上。也就是说,理论上只需要零点几毫米,纤维就能拉满强度。
4⃣️理论临界长度与实际临界长度:短纤能和长纤一样顶用吗?
理想模型下,纤维超过l_c,承载能力就和超长纤维甚至连续纤维没什么两样,单就力学而言,超过临界长度的短纤,原则上确实能在这个方向上和长纤或连续纤匹敌。但实践中,实际临界长度要大得多。
界面永远不完美:粘接弱、有污染、浸润不好、残余应力。这些都会拉低有效τ值。缺陷和纤维弯曲还会造成应力集中。注塑这类工艺会折断纤维、造成损伤,零件里的"有效长度"远低于名义长度。所以设计人员和手册上通常采用实际临界长度,对热塑性塑料来说,这个值可能达到几个毫米。这就是为什么实际应用中,"短纤"表现仍然不如"长纤"或"连续纤"不是理论不对,而是实际传递长度比那个简洁公式算出来的长得多。
5⃣️真正的分水岭是取向
短纤、长纤、连续纤维复合材料的根本区别,在于纤维取向。如果你能把短纤像连续纤一样沿一个方向排齐,而且它们都超过了(实际的)临界长度,那么在这个方向上的性能就会非常接近。但短纤很难控制取向,别说单一方向了,就是平面内取向都很难保证。模流、纤维之间的相互作用、零件几何形状,都会导致取向混杂,真正在主方向上承载的纤维只有一部分。而连续纤维,加上自动铺丝、自动铺带、手糊这些工艺,取向是设计好的。所以性能差距,与其说是"短和长"的问题,不如说是你能把纤维排得多齐、这个排布方向和承载路径有多匹配的问题。
💢结论:长度 vs 承载方向
由此得出一个直接推论:一旦纤维超过了(实际)临界长度,长度本身的重要性就小于纤维相对于载荷的方向。纤维沿一个方向铺,主载荷却在另一个方向,不管是短纤还是连续纤,性能都不会好。长度保证纤维能拉到满应力,取向保证这个应力作用在正确的方向上。所以,选复合材料也好,做性能评估也好。不管是短纤、长纤还是连续纤。第一个问题永远是:载荷方向跟纤维方向对得上吗?对不上,短纤、长纤、连续纤,谁都"不好使"。
♨️小结
临界长度是载荷从基体完全传到纤维所需的最短纤维长度;理论上这个值很小(比如碳纤维配环氧或热塑性塑料,远小于1毫米),但实际中由于粘接不完美和工艺影响,这个值要大得多。从力学上讲,超过临界长度的纤维,在这个方向上可以和连续纤维表现相当;短纤和连续纤的真正差距,在于取向控制。最关键的是让纤维顺着承载方向,长度是必要条件,但方向往往才是成败的关键。





 当前位置 :
当前位置 :
 中
中
 En
En